Die Formel für die Abwicklungslänge eines Rohrrohlings hilft bei der Berechnung der Oberfläche bzw. des Querschnitts einer Rohrleitung. Die Berechnung basiert auf der Größe der zukünftigen Trasse und dem Durchmesser des geplanten Bauwerks. In welchen Fällen solche Berechnungen erforderlich sind und wie sie durchgeführt werden, erfahren Sie in diesem Artikel.
Wann sind Berechnungen erforderlich?
Die Berechnung der Parameter erfolgt mit einem Taschenrechner oder mit Online-Programmen
Es ist wichtig zu wissen, welche Fläche die Rohrleitungsoberfläche haben soll. folgende Fälle.
- Bei der Berechnung der Wärmeübertragung eines „warmen“ Bodens oder Registers. Hier wird die Gesamtfläche berechnet, die die vom Kühlmittel ausgehende Wärme an den Raum überträgt.
- Wenn Wärmeverluste auf dem Weg von einer Wärmeenergiequelle zu Heizelementen – Heizkörpern, Konvektoren usw. – ermittelt werden. Um die Anzahl und Größe solcher Geräte zu bestimmen, müssen wir die Menge an Kalorien kennen, die wir haben müssen, und diese unter Berücksichtigung der Entwicklung der Röhre ermitteln.
- Zu bestimmen benötigte Menge Wärmedämmstoff, Korrosionsschutzbeschichtung und malt. Beim Bau kilometerlanger Autobahnen sparen Unternehmen durch genaue Berechnungen erhebliche Kosten ein.
- Bei der Bestimmung eines rational begründeten Profilabschnitts, der eine maximale Leitfähigkeit des Wasserversorgungs- oder Heizungsnetzes gewährleisten könnte.
Bestimmung von Rohrparametern
Schnittfläche

Das Rohr ist ein Zylinder, daher sind Berechnungen nicht schwierig
Der Querschnitt eines Rundprofils ist ein Kreis, dessen Durchmesser sich aus der Differenz des Außendurchmessers des Produkts abzüglich der Wandstärke ergibt.
In der Geometrie wird die Fläche eines Kreises wie folgt berechnet:
S = π R^2 oder S= π (D/2-N)^2, wobei S die innere Querschnittsfläche ist; π – Zahl „pi“; R – Abschnittsradius; D- Außendurchmesser; N ist die Dicke der Rohrwände.
Passt auf! Wenn in Drucksystemen die Flüssigkeit das gesamte Volumen der Rohrleitung ausfüllt, wird in einem Freispiegelkanal nur ein Teil der Wände ständig benetzt. In solchen Kollektoren wird das Konzept der offenen Querschnittsfläche des Rohres verwendet.
Außenfläche
Die Oberfläche des Zylinders, also das Rundprofil, ist ein Rechteck. Eine Seite der Abbildung ist die Länge des Rohrleitungsabschnitts und die zweite der Umfang des Zylinders.
Die Rohrentwicklung wird nach folgender Formel berechnet:
S = π D L, wobei S die Rohrfläche und L die Länge des Produkts ist.
Innenfläche
Dieser Indikator wird bei hydrodynamischen Berechnungen verwendet, wenn die Oberfläche des Rohrs bestimmt wird, die ständig mit Wasser in Kontakt steht.
Bei der Bestimmung dieses Parameters sollten Sie Folgendes berücksichtigen:
- Je größer der Durchmesser Wasserleitungen, desto weniger hängt die Geschwindigkeit der vorbeiströmenden Strömung von der Rauheit der Wände des Bauwerks ab.
Notiz! Wenn Rohrleitungen mit großem Durchmesser durch eine kurze Länge gekennzeichnet sind, kann der Wert des Wandwiderstands vernachlässigt werden.
- Bei hydrodynamischen Berechnungen kommt der Rauheit der Wandoberfläche keine geringere Bedeutung zu als ihrer Fläche. Wenn Wasser durch eine innen verrostete Wasserleitung fließt, ist seine Geschwindigkeit geringer als die Geschwindigkeit der Flüssigkeit, die durch eine relativ glatte Polypropylenstruktur fließt.
- Netzwerke, die aus unverzinktem Stahl montiert werden, zeichnen sich durch eine variable Innenoberfläche aus. Während des Betriebs werden sie mit Rost bedeckt und mit mineralischen Ablagerungen überwuchert, was den Hohlraum der Rohrleitung verengt.
Wichtig! Beachten Sie diese Tatsache, wenn Sie eine Kaltwasserversorgung aus Stahlmaterial herstellen möchten. Der Durchsatz einer solchen Wasserversorgungsanlage wird sich nach zehnjähriger Betriebszeit halbieren.
Die Berechnung der Rohrentwicklung erfolgt in diesem Fall unter Berücksichtigung dieser Tatsache Innendurchmesser Zylinder ist definiert als die Differenz zwischen dem Außendurchmesser des Profils und der doppelten Dicke seiner Wände.
Infolgedessen wird die Oberfläche des Zylinders durch die Formel bestimmt:
S= π (D-2N)L, wobei zu den bereits bekannten Parametern der Indikator N hinzugefügt wird, der die Wandstärke bestimmt.

Die Werkstückentwicklungsformel hilft bei der Berechnung der erforderlichen Wärmedämmung
Um zu wissen, wie man die Entwicklung eines Rohrs berechnet, genügt es, sich an den Geometriekurs zu erinnern, der in der Mittelschule unterrichtet wird. Das ist schön Schullehrplan findet Anwendung in Erwachsenenleben und hilft bei der Lösung schwerwiegender Bauprobleme. Lassen Sie sie auch für Sie nützlich sein!
Elemente des Werkstücks, die sich in der verformbaren Zone befinden und an die Innenfläche des gebogenen Teils (von der Stempelseite her) angrenzen, unterliegen einer Kompression, und diejenigen, die daran angrenzen Außenfläche(von der Matrixseite) - Dehnung. Zwischen den gestreckten und gestauchten Fasern liegt eine neutrale Linie, deren Länge sich nicht ändert (Zeichnung 106).
Mist. 106
Neutraler Linienradius R in mm (Zeichnung 106) wird durch die Formel bestimmt
wobei r der Biegeradius in mm ist;
s - Materialstärke mm;
x ist ein Koeffizient, dessen Wert vom Verhältnis r/s abhängt (Tabelle 48).
Tabelle 48
|
r/s-Verhältnis |
||||||||||
|
Koeffizient x |
0,323 |
0,340 |
0,356 |
0,367 |
0,379 |
0,389 |
0,400 |
0,413 |
0,421 |
0,426 |
|
r/s-Verhältnis |
10 oder mehr |
|||||||||
|
Koeffizient x |
0,441 |
0,445 |
0,463 |
0,469 |
0,477 |
0,780 |
0,485 |
0,490 |
0,495 |
0,500 |
Beim Einrollen von Scharnieren (Schlaufen) wird aufgrund äußerer Reibungskräfte, die eine Verformung verhindern, der Koeffizient x aus der Tabelle bestimmt. 48a.
Tabelle 48a
|
r/s-Verhältnis |
|||||||
|
Koeffizient x |
0,56 |
0,54 |
0,52 |
0,51 |
Entwicklungslänge Biegeteil L p in mm (Abb. 107) wird durch die Formel bestimmt
L ð =(l 1 +l 2 +l 3 +. . .)+ π / 180 (φ 1 R 1 +φ 2 R 2 +φ 3 R 3 +. . .) (47)
wo l 1; l 2 ; l 3 - gerade Abschnitte, mm;
φ 1; φ 2; φ 3 - Biegewinkel, Grad;
R1; R2; R 3 - Radien der neutralen Linie, bestimmt durch Formel (46).

Mist. 107
Beim Biegen von Materialien mit einer Dicke von mehr als 3 mm im Winkel von 90° mit einem Biegeradius r≤s muss der nach Formel (46) berechnete Radius der Neutrallinie R auf den Wert R 1 angepasst werden ( Abb. 108), basierend auf dem Zustand der Materialintegrität und der Paarung in den Punkten a und a 1 eines gekrümmten Abschnitts mit Radius R 1 s gerade a-a und a 1 -a 1, die durch die Mitte der Dicke s verläuft. An Abschnitt S-N 1 ist in gestrichelten Linien dargestellt Außenkontur bei der Berechnung ohne Berücksichtigung der Materialverdünnung. Aufgrund der Ausdünnung beim Biegen ist die Dicke s 1 in diesem Bereich geringer als die ursprüngliche s.

Mist. 108
Die Werte R 1 des Radius der angepassten Neutrallinie und die Länge des Bogens aba 1 sollten anhand der Formeln berechnet werden
R wird durch Formel (46) bestimmt; r – Biegeradius, mm; andere Bezeichnungen sind in Abb. dargestellt. 108.
Elemente zur Bestimmung der Abmessungen der Reibahlen häufig verwendeter Biegeteile sind in der Tabelle aufgeführt. 49.
Tabelle 49

Notiz:
- y, y 1, y 2 – Werte, die die Änderung der Entwicklungslänge beim Biegen im 90°-Winkel berücksichtigen. Bei Materialstärken bis 2,5 mm werden diese gemäß der Tabelle ermittelt. 50 und mit einer Dicke von 3 mm oder mehr bei r
- x ist der Koeffizient gemäß der Tabelle. 48a.
Tabelle 50
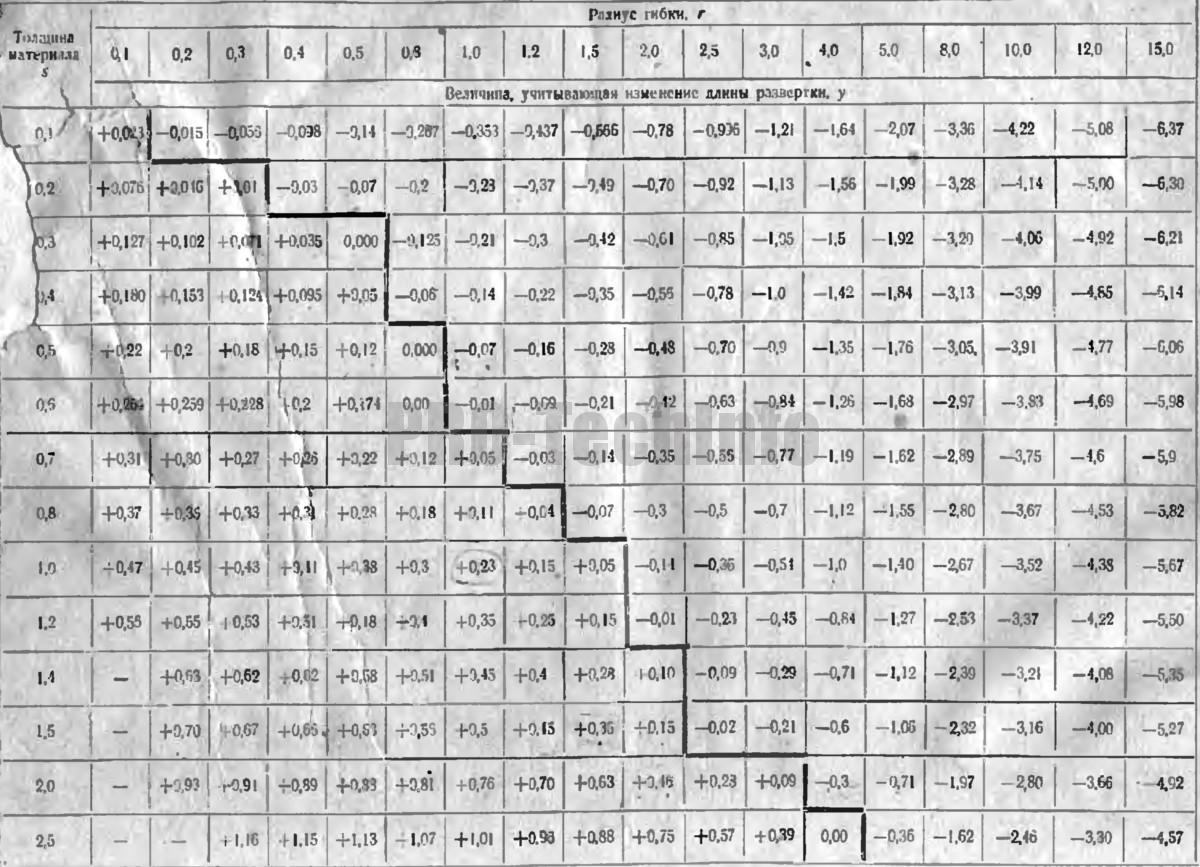
Tabelle 50a

Beispiel. Bestimmen Sie die Länge der Abwicklung für das in der Zeichnung dargestellte Teil. 109.

Mist. 109
Laut Tabelle. 49 L ð =l+l 1 + y,wobei l und l 1 die Längen gerader Abschnitte sind gebogenes Teil;
y - aus der Tabelle finden. 50a
Bei s=4 mm und r= 3,5 mm
Lp =50+40+ 1,22=91,22 mm.
Wenn in der Arbeitszeichnung eines Teils einseitige Toleranzen angegeben sind, müssen diese Toleranzen zur Berechnung der Länge der Abwicklung unter Beibehaltung des angegebenen Toleranzfeldes auf zweiseitige umgerechnet werden. In diesem Fall müssen auch die Nennmaße des Teils neu berechnet werden (Abb. 110).

Mist. 110
In der Tabelle 51 und 52 sind angegeben Formeln zur Berechnung der Sweep-Länge Biegeteile mit unterschiedlichen Ausgangsdaten auf der Arbeitszeichnung und verschiedene Formen Paarung.
Tabelle 51

Notiz: x - Koeffizient, ermittelt aus der Tabelle. 48.
Tabelle 52






Die Formel für die Abwicklungslänge eines Rohrrohlings hilft bei der Berechnung der Oberfläche bzw. des Querschnitts einer Rohrleitung. Die Berechnung basiert auf der Größe der zukünftigen Trasse und dem Durchmesser des geplanten Bauwerks. In welchen Fällen solche Berechnungen erforderlich sind und wie sie durchgeführt werden, erfahren Sie in diesem Artikel.
Wann sind Berechnungen erforderlich?
Die Berechnung der Parameter erfolgt mit einem Taschenrechner oder mit Online-Programmen
In den folgenden Fällen ist es wichtig zu wissen, welche Fläche die Rohrleitungsoberfläche haben sollte.
- Bei der Berechnung der Wärmeübertragung eines „warmen“ Bodens oder Registers. Hier wird die Gesamtfläche berechnet, die die vom Kühlmittel ausgehende Wärme an den Raum überträgt.
- Wenn Wärmeverluste auf dem Weg von einer Wärmeenergiequelle zu Heizelementen – Heizkörpern, Konvektoren usw. – ermittelt werden. Um die Anzahl und Größe solcher Geräte zu bestimmen, müssen wir die Menge an Kalorien kennen, die wir haben müssen, und diese unter Berücksichtigung der Entwicklung der Röhre ermitteln.
- Ermittlung der erforderlichen Menge an Wärmedämmmaterial, Korrosionsschutzbeschichtung und Farbe. Beim Bau kilometerlanger Autobahnen sparen Unternehmen durch genaue Berechnungen erhebliche Kosten ein.
- Bei der Bestimmung eines rational begründeten Profilabschnitts, der eine maximale Leitfähigkeit des Wasserversorgungs- oder Heizungsnetzes gewährleisten könnte.
Bestimmung von Rohrparametern
Schnittfläche
Das Rohr ist ein Zylinder, daher sind Berechnungen nicht schwierig
Der Querschnitt eines Rundprofils ist ein Kreis, dessen Durchmesser sich aus der Differenz des Außendurchmessers des Produkts abzüglich der Wandstärke ergibt.
In der Geometrie wird die Fläche eines Kreises wie folgt berechnet:
S = π R^2 oder S= π (D/2-N)^2, wobei S die innere Querschnittsfläche ist; π – Zahl „pi“; R – Abschnittsradius; D – Außendurchmesser; N ist die Dicke der Rohrwände.
Passt auf! Wenn in Drucksystemen die Flüssigkeit das gesamte Volumen der Rohrleitung ausfüllt, wird in einem Freispiegelkanal nur ein Teil der Wände ständig benetzt. In solchen Kollektoren wird das Konzept der offenen Querschnittsfläche des Rohres verwendet.
Außenfläche
Die Oberfläche des Zylinders, also das Rundprofil, ist ein Rechteck. Eine Seite der Abbildung ist die Länge des Rohrleitungsabschnitts und die zweite der Umfang des Zylinders.
Die Rohrentwicklung wird nach folgender Formel berechnet:
S = π D L, wobei S die Rohrfläche und L die Länge des Produkts ist.
Innenfläche
Dieser Indikator wird bei hydrodynamischen Berechnungen verwendet, wenn die Oberfläche des Rohrs bestimmt wird, die ständig mit Wasser in Kontakt steht.
Bei der Bestimmung dieses Parameters sollten Sie Folgendes berücksichtigen:
- Je größer der Durchmesser der Wasserleitungen ist, desto weniger hängt die Durchflussmenge von der Rauheit der Wände des Bauwerks ab.
Notiz! Wenn Rohrleitungen mit großem Durchmesser durch eine kurze Länge gekennzeichnet sind, kann der Wert des Wandwiderstands vernachlässigt werden.
- Bei hydrodynamischen Berechnungen kommt der Rauheit der Wandoberfläche keine geringere Bedeutung zu als ihrer Fläche. Wenn Wasser durch eine innen verrostete Wasserleitung fließt, ist seine Geschwindigkeit geringer als die Geschwindigkeit der Flüssigkeit, die durch eine relativ glatte Polypropylenstruktur fließt.
- Netzwerke, die aus unverzinktem Stahl montiert werden, zeichnen sich durch eine variable Innenoberfläche aus. Während des Betriebs werden sie mit Rost bedeckt und mit mineralischen Ablagerungen überwuchert, was den Hohlraum der Rohrleitung verengt.
Wichtig! Beachten Sie diese Tatsache, wenn Sie eine Kaltwasserversorgung aus Stahlmaterial herstellen möchten. Der Durchsatz einer solchen Wasserversorgungsanlage wird sich nach zehnjähriger Betriebszeit halbieren.
Die Berechnung der Rohrabwicklung erfolgt in diesem Fall unter Berücksichtigung der Tatsache, dass der Innendurchmesser des Zylinders als Differenz zwischen dem Außendurchmesser des Profils und der doppelten Dicke seiner Wände bestimmt wird.
Infolgedessen wird die Oberfläche des Zylinders durch die Formel bestimmt:
S= π (D-2N)L, wobei zu den bereits bekannten Parametern der Indikator N hinzugefügt wird, der die Wandstärke bestimmt.

Die Werkstückentwicklungsformel hilft bei der Berechnung der erforderlichen Wärmedämmung
Um zu wissen, wie man die Entwicklung eines Rohrs berechnet, genügt es, sich an den Geometriekurs zu erinnern, der in der Mittelschule unterrichtet wird. Es ist schön, dass der Lehrplan im Erwachsenenalter angewendet wird und dabei hilft, ernsthafte Probleme im Zusammenhang mit dem Bau zu lösen. Lassen Sie sie auch für Sie nützlich sein!
Kapitel VII. Metallbiegen
§ 26. Allgemeine Informationen
Biegen ist eine Methode der Metallbearbeitung durch Druck, bei der einem Werkstück oder einem Teil davon eine gebogene Form verliehen wird. Das Bankbiegen erfolgt mit Hämmern (vorzugsweise mit weichen Schlägeln) im Schraubstock, auf einer Platte oder mit speziellen Geräten. Dünne Bleche werden mit Hämmern gebogen, Drahtprodukte mit einem Durchmesser bis zu 3 mm werden mit Zangen oder Rundzangen gebogen. Nur Kunststoffmaterial unterliegt einer Biegung.

Das Biegen von Teilen ist einer der häufigsten Metallbearbeitungsvorgänge. Die Herstellung flexibler Teile ist sowohl manuell mit Stützwerkzeugen und Dornen als auch auf Biegemaschinen (Pressen) möglich.
Das Wesen des Biegens besteht darin, dass ein Teil des Werkstücks relativ zum anderen in einem bestimmten Winkel gebogen wird. Dies geschieht auf folgende Weise: Auf ein Werkstück, das frei auf zwei Auflagen liegt, wirkt eine Biegekraft, die im Werkstück Biegespannungen hervorruft, und wenn diese Spannungen die Elastizitätsgrenze des Materials nicht überschreiten, ergibt sich eine Verformung des Werkstücks elastisch und bei Entlastung nimmt das Werkstück sein ursprüngliches Aussehen an (richtet sich auf).
Beim Biegen muss jedoch darauf geachtet werden, dass das Werkstück nach Entlastung seine vorgegebene Form beibehält. Daher müssen die Biegespannungen die Elastizitätsgrenze überschreiten und die Verformung des Werkstücks erfolgt in diesem Fall plastisch, während die inneren Schichten erhalten bleiben Die Teile des Werkstücks werden auf Druck beansprucht und verkürzen sich, die äußeren Schichten werden auf Zug beansprucht und ihre Länge nimmt zu. Gleichzeitig erfährt die mittlere Schicht des Werkstücks – die Neutrallinie – weder Druck noch Zug und ihre Länge vor und nach dem Biegen bleibt konstant (Abb. 93a). Daher kommt es bei der Bestimmung der Abmessungen von Profilrohlingen darauf an, die Länge der geraden Abschnitte (Flansche), die Länge der Kürzung des Rohlings innerhalb des Radius oder die Länge der Neutrallinie innerhalb des Radius zu berechnen.
Beim rechtwinkligen Biegen von Teilen ohne Innenrundung beträgt die Biegezugabe 0,5 bis 0,8 der Materialstärke. Durch Addition der Länge der Innenseiten des Quadrats oder der Heftklammer erhalten wir die Länge des Werkstücks.

Beispiel 1. In Abb. 93, c, d zeigt ein Quadrat und eine Klammer mit rechten Innenwinkeln.
Abmessungen des Quadrats (Abb. 93, c): a = 30 mm, b = 70 mm, t = 6 mm. Entwicklungslänge
L = a + b + 0,5t = 30 + 70 + 3 = 103 mm.
Halterungsabmessungen (Abb. 93, d): a = 70 mm, b = 80 mm, c = 60 mm, t = 4 mm. Reiblänge des Heftklammerrohlings
L = 70 + 80 + 60 + 2 = 212 mm.
Wir teilen das Quadrat gemäß der Zeichnung in Abschnitte auf. Wir setzen ihre Abmessungen a = 50 mm, b = 30 mm, t = 6 mm, r = 4 mm in die Formel ein
L = a + b + π/2(r + t/2)
Dann erhalten wir:
L = 50 + 30 + 3,14/2(4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 · 91 mm.
Wir unterteilen die Halterung in Abschnitte, wie in der Zeichnung dargestellt. Ihre Abmessungen: a = 80 mm, h = 65 mm, c = 120 mm, t = 5 mm, r = 2,5 mm.
L = a + h + c + π(r + t/2) = 80 + 65 + 120 + 3,14(2,5 + 5/2),
somit,
L = 265 4 + 15,75 = 280,75 mm.
Indem wir diesen Streifen zu einem Kreis biegen, erhalten wir einen zylindrischen Ring, wobei sich der äußere Teil des Metalls etwas dehnt und der innere Teil schrumpft. Folglich entspricht die Länge des Werkstücks der Länge der Mittellinie des Kreises, die in der Mitte zwischen dem Außen- und Innenkreis des Rings verläuft.
Werkstücklänge
Wenn wir den Durchmesser des mittleren Umfangs des Rings kennen und seinen Zahlenwert in die Formel einsetzen, ermitteln wir die Länge des Werkstücks:
L = πD = 3,14 · 108 = 339,12 mm.
Durch Vorberechnungen ist es möglich, einen Teil der ermittelten Maße herzustellen.

Beim Biegevorgang entstehen im Metall erhebliche Spannungen und Verformungen. Sie machen sich vor allem dann bemerkbar, wenn der Biegeradius klein ist. Um Risse in den Außenschichten zu vermeiden, sollte der Biegeradius den minimal zulässigen Radius nicht unterschreiten, der je nach Dicke und Art des zu biegenden Materials gewählt wird (Abb. 95).
Wie ich in den Kommentaren zum Artikel versprochen habe, sprechen wir heute über die Berechnung der Entwicklungslänge eines aus Blech gebogenen Teils. Natürlich werden nicht nur Teile aus Blech dem Biegeprozess unterzogen. Biegt sich um und...
Quadratische Profile, gebogene und alle gewalzten Profile – Winkel, Kanäle, I-Träger, Rohre. Am häufigsten kommt jedoch das Kaltbiegen von Blechteilen vor.
Um minimale Radien zu gewährleisten, werden Teile vor dem Biegen manchmal erwärmt. Dadurch erhöht sich die Plastizität des Materials. Durch das Biegen mit Kalibrierschlag wird sichergestellt, dass der Innenradius des Teils absolut dem Radius des Stempels entspricht. Beim freien V-förmigen Biegen auf einer Blechbiegemaschine ist der Innenradius in der Praxis größer als der Radius des Stempels. Je ausgeprägter die Federeigenschaften des Bauteilmaterials sind, desto unterschiedlicher sind der Innenradius des Bauteils und der Radius des Stempels voneinander.
Die Abbildung unten zeigt ein gebogenes Blech aus dickem Blech S und Breite B Ecke. Sie müssen die Sweep-Länge ermitteln.

Die Sweep-Berechnung wird in MS Excel durchgeführt.
In der Zeichnung des Teils ist Folgendes angegeben: der Wert des Innenradius R, Ecke A und Länge gerader Abschnitte L1 Und L2. Alles scheint einfach – elementare Geometrie und Arithmetik. Beim Biegen des Werkstücks kommt es zu einer plastischen Verformung des Materials. Die äußeren (bezogen auf den Stempel) Metallfasern werden gedehnt und die inneren werden gestaucht. In der Mitte des Abschnitts befindet sich eine neutrale Fläche...
Das ganze Problem besteht jedoch darin, dass sich die neutrale Schicht nicht in der Mitte des Metallabschnitts befindet! Als Referenz: Die neutrale Schicht ist die Oberfläche der Anordnung bedingter Metallfasern, die sich beim Biegen nicht dehnen oder zusammendrücken. Darüber hinaus ist diese Oberfläche (im Grunde) nicht die Oberfläche eines Kreiszylinders. Einige Quellen deuten darauf hin, dass es sich um einen parabolischen Zylinder handelt ...
Ich neige eher dazu, klassischen Theorien zu vertrauen. Bei einem rechteckigen Querschnitt nach klassischer Materialstärke liegt die neutrale Schicht auf der Oberfläche eines Kreiszylinders mit Radius R .
R = S / ln(1+ S / R )
Basierend auf dieser Formel wurde ein Programm zur Berechnung der Entwicklung von Blechteilen aus den Stahlsorten St3 und 10...20 in Excel erstellt.
In Zellen mit hellgrüner und türkiser Füllung schreiben wir die Originaldaten. In einer hellgelb gefüllten Zelle lesen wir das Berechnungsergebnis.

1. Wir erfassen die Dicke des Blechzuschnitts S in Millimetern
zu Zelle D 3: 5,0
2. Länge des ersten geraden Abschnitts L1 in Millimetern eingeben
zu Zelle D 4: 40,0
3. Innerer Biegeradius des ersten Abschnitts R1 schreibe in Millimetern
zu Zelle D 5: 5,0
4. Biegewinkel des ersten Abschnitts A1 wir schreiben in Grad
zu Zelle D 6: 90,0
5. Länge des zweiten geraden Abschnitts des Teils L2 in Millimetern eingeben
zu Zelle D 7: 40,0
6. Das Ergebnis der Berechnung ist die Länge der Teileentwicklung L in Millimetern
in Zelle D 17: =D4+IF(D5=0;0;PI()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+IF(D8=0;0;PI()/180* D9*D3/LN ((D8+D3)/D8))+D10+ +IF(D11=0;0;PI()/180*D12*D3/LN ((D11+D3)/D11))+D13+ + IF(D14=0;0;PI()/180*D15*D3/LN ((D14+D3)/D14))+D16=91.33
L = ∑ (Li +3.14/180* ai * S / ln((Ri + S )/ Ri )+ L(ich +1))
Mit dem vorgeschlagenen Programm können Sie die Länge der Entwicklung für Teile mit einer Biegung – Ecken, mit zwei Biegungen – Kanälen und Z-Profilen, mit drei und vier Biegungen berechnen. Wenn Sie die Entwicklung eines Teils mit einer großen Anzahl von Biegungen berechnen müssen, kann das Programm sehr einfach geändert werden, um seine Fähigkeiten zu erweitern.
Ein wichtiger Vorteil des vorgeschlagenen Programms (im Gegensatz zu vielen ähnlichen) ist die Möglichkeit, bei jedem Schritt unterschiedliche Biegewinkel und Radien einzustellen.
Erzeugt das Programm die „richtigen“ Ergebnisse? Vergleichen wir das erhaltene Ergebnis mit den Ergebnissen von Berechnungen unter Verwendung der im „Handbook of Mechanical Designer“ von V.I. beschriebenen Methodik. Anuriev und im „Die Designer’s Handbook“ von L.I. Rudmann. Darüber hinaus werden wir nur den gekrümmten Abschnitt berücksichtigen, da hoffentlich alle geradlinigen Abschnitte als gleich betrachtet werden.
Schauen wir uns das oben besprochene Beispiel an.
„Laut Programm“: 11,33 mm – 100,0 %
„Nach Anuriev“: 10,60 mm – 93,6 %
„Laut Rudman“: 11,20 mm – 98,9 %
In unserem Beispiel vergrößern wir den Biegeradius R1 zweimal - bis zu 10 mm. Wir werden die Berechnung erneut mit drei Methoden durchführen.
„Laut Programm“: 19,37 mm – 100,0 %
„Nach Anuriev“: 18,65 mm – 96,3 %
„Laut Rudman“: 19,30 mm – 99,6 %
Somit führt die vorgeschlagene Berechnungsmethode zu Ergebnissen, die 0,4 %...1,1 % mehr sind als „nach Rudman“ und 6,4 %...3,7 % mehr als „nach Anuriev“. Es ist klar, dass der Fehler deutlich abnimmt, wenn wir gerade Abschnitte hinzufügen.
„Laut Programm“: 99,37 mm – 100,0 %
„Laut Anuriev“: 98,65 mm – 99,3 %
„Laut Rudman“: 99,30 mm – 99,9 %
Vielleicht hat Rudman seine Tabellen nach der gleichen Formel zusammengestellt, die ich verwende, aber mit dem Fehler eines Rechenschiebers ... Natürlich leben wir heute im 21. Jahrhundert und es ist irgendwie nicht bequem, die Tabellen zu durchforsten!
Abschließend möchte ich noch einen Wermutstropfen hinzufügen. Die Länge des Sweeps ist ein sehr wichtiger und „subtiler“ Punkt! Wenn der Konstrukteur eines Biegeteils (besonders hochpräzise (0,1 mm)) hofft, dieses beim ersten Mal rechnerisch genau zu bestimmen, dann hofft er vergeblich. In der Praxis stören viele Faktoren den Biegeprozess.– Walzrichtung, Toleranz der Metalldicke, Verdünnung des Querschnitts an der Biegestelle, „trapezförmiger Querschnitt“, Temperatur des Materials und der Ausrüstung, Vorhandensein oder Fehlen von Schmierung in der Biegezone, Stimmung der Biegemaschine … Kurz gesagt , wenn die Teilemenge groß und teuer ist – Überprüfen Sie die Sweep-Länge an mehreren Proben mit praktischen Experimenten. Und erst nachdem Sie ein passendes Teil erhalten haben, schneiden Sie die Rohlinge für die gesamte Charge zu. Und für die Herstellung von Rohlingen für diese Muster ist die Genauigkeit des Entwicklungsberechnungsprogramms mehr als ausreichend!
Berechnungsprogramme „nach Anuriev“ und „nach Rudman“ in Excel finden Sie im Internet.
Ich freue mich auf Ihre Kommentare, Kolleginnen und Kollegen.
Für den Rest – Sie können es einfach so herunterladen ...
Das Thema wird im Artikel über fortgesetzt.
Lesen Sie mehr über die Berechnung der Entwicklung beim Biegen von Rohren und Stangen.
Um die Länge der Rohlinge (Reibahlen, Abb. 67) zu berechnen, die sicherstellen, dass nach dem Biegen die angegebenen Abmessungen der Teile erhalten werden, ist es notwendig:
a) Bestimmen Sie die Position der neutralen Verformungsschicht (Neutrallinie) in der Verformungszone, die nach dem Biegen ihre Länge unverändert behält;
b) Teilen Sie die Kontur des Stanzteils in Elemente auf, bei denen es sich um gerade Segmente und Kreisteile handelt.
c) Summieren Sie die Längen dieser Segmente. Die Längen gerader Abschnitte werden unverändert aufsummiert, die Längen gekrümmter Abschnitte werden unter Berücksichtigung der Verformung des Materials und der entsprechenden Verschiebung der neutralen Schicht aufsummiert.
Bei der Berechnung sind zwei Fälle möglich: Teile mit r>0,1S (Biegung mit Rundung) und Teile mit r<0,1S (гибка без закругления). Длину L развертки для детали, подвергнутой гибке, при г >Aus der Neutralschicht errechnet sich 0,1S (Abb. 67):
Anhang 4 zeigt die Berechnung der Elemente häufig verwendeter Verknüpfungen von Bögen und geraden Abschnitten.


Um die Berechnungen zur Bestimmung der Abmessungen von Werkstücken beim Biegen im 90°-Winkel mit kleinen Gegenradien zu vereinfachen, können Sie das Nomogramm der AWF 5975 *-Normalen oder die von D. A. Weintraub erstellte Korrekturtabelle verwenden. In diesem Fall auf die Summe der Längen gerader Abschnitte l 1 und l 2 Teile gemessen an Innenflächen seine Seiten (Abb. 68, a), Korrektur Δ gemäß Tabelle hinzufügen. 21 (Korrektur Δ wird je nach Vorzeichen zu den Längen addiert oder subtrahiert l 1 und l 2 gerade Abschnitte). Somit,



In Fällen, in denen bis zur Berührung der Seiten gebogen wird (Abb. 68, b), wird die Länge des Werkstücks nach der Formel berechnet
Die Länge des Werkstücks zum Biegen von Teilen im Winkel ohne Rundung, d.h. bei r< 0,1S, рассчитывают по формуле, составленной на основе равенства объема заготовки и детали с учетом утонения в зоне гибки
Der Wert von R für die Bildung jedes Winkels hängt vom Radius des Stempels ab. Bei r=0,055 S R=0,58–0,4 und bei r=0,1S R=0,45–0,48.
Bezüglich der Entwicklung beim Biegen von Drahtteilen unterscheidet sie sich von der Berechnung von Blechteilen in der Lage der neutralen Lage. Formeln zur Berechnung der Länge von Drahtteilen der gängigsten Formen sind in der Tabelle aufgeführt. 22.
Die Länge der Entwicklung wird unter der Annahme bestimmt, dass die Längen der geraden Abschnitte des Teils beim Biegen unverändert bleiben, und die Länge der neutralen Schicht wird für die gekrümmten Abschnitte ermittelt (siehe Kapitel I).
Radius der neutralen Schicht (Abb. 47, a) R=r + Sx, (97)
wobei r der innere Biegeradius in mm ist; S – Materialstärke in mm; x ist ein vom Verhältnis r/S abhängiger Wert (Tabelle 36).

Reis. 47. Schema zur Berechnung der Sweep-Länge: a - Lage der neutralen Biegelinie; b – Aufteilung des Scans in den zu berechnenden Bereich
Die Länge der Entwicklung (in mm) des Biegeteils (Abb. 47, b) ist gleich 
wobei ∑l die Summe der geraden Abschnitte in mm ist; α – Biegewinkel in Grad; R ist der berechnete Radius der neutralen Schicht, bestimmt durch Formel (97).
Beim Einrollen von Scharnieren (Scharnieren) unter dem Einfluss äußerer Reibungskräfte, die eine Verformung verhindern, nimmt der Koeffizient x die in der Tabelle angegebenen Werte an. 37.

36. x-Werte

37.Werte von x beim Einrollen eines Scharniers

Wenn in der Zeichnung eines Biegeteils eine einseitige Lage des Toleranzfeldes angegeben ist (Abb. 48, a), dann erfolgt zur Bestimmung der Länge der Abwicklung die Berechnung nach der Mitte der Toleranzfelder ( Abb. 48, b).

Reis. 48. Schema zur Zuordnung technologischer Maße und Toleranzen zu biegsamen Teilen
Die nach Formel (98) berechneten Abmessungen der Entwicklung gebogener Teile sollten in Fällen geklärt werden, in denen mehrere Winkel auf einmal gebildet werden und sich die Art der Verformung erheblich von der reinen Biegung unterscheidet, die beim Biegen der dargestellten Teile beobachtet wird in Abb. 49, a, b, c, sowie beim Biegen von Ohren, Schlaufen usw. (Abb. 49, d).
In der Tabelle In Abb. 38 zeigt Hilfsformeln zur Berechnung der Entwicklungslänge gebogener Teile, wenn auf verschiedene Weise Angabe von Abmessungen in der Zeichnung eines gebogenen Teils und verschiedener Formen von Verknüpfungen.


Reis. 49. Beispiele für notwendige experimentelle Tests der Sweep-Länge
38. Hilfsformeln zur Berechnung des Sweeps
| Ausgangsdaten | Skizzieren | Formeln zur Berechnung der Entwicklungslänge in mm |
| Maße ab der Mitte des gebogenen Profils |  |
|
| Maße vom Schnittpunkt der Fortsetzung der Außenkonturlinien | ||
| Bemaßungen von Tangenten an die Außenkontur |  |
|
Notiz. Der x-Wert wird aus der Tabelle ermittelt. 36. |
||

























