Clone PI-Wі, ось, справа дійшла до виготовлення пошукової монокотушки. А оскільки зараз я відчуваю деякі фінансові труднощі, то переді мною стояла непросте завдання- Зробити котушку самому з максимально дешевих матеріалів.
Забігаючи вперед, одразу скажу, що із завданням я впорався. У результаті у мене вийшов такий датчик:
До речі, котушка-кільце, що вийшла, відмінно підійде не тільки для Clone, але і практично для будь-якого іншого імпульсника (Кощій, Tracker, Пірат).
Розповідати буду дуже докладно, тому що він часто криється в деталях. Тим більше, що коротких історійвиготовлення котушок в інеті ставок ставки (типо, беремо ось це, тут відрізаємо, обмотуємо, склеюємо і готово!) А починаєш робити сам і виявляється, що про найважливіше згадали побіжно, а про дещо взагалі забули сказати... І виходить, що все складніше, ніж здавалося на самому початку.
Тут такого не буде. Чи готові? Поїхали!
Задумка
Найпростіше для самостійного виготовленнямені здалася така конструкція: беремо диск з листового матеріалузавтовшки ~4-6 мм. Діаметр цього диска визначається діаметром майбутньої обмотки (у моєму випадку він повинен дорівнювати 21 см).
Потім до цього млинця з обох боків приклеюємо два диски трохи більшого діаметру, щоб вийшла як би шпулька для намотування дроту. Тобто. така сильно збільшена діаметром, але сплюснута по висоті котушка.
Для наочності спробую зобразити це на кресленні: 
Сподіваюся, основна задумка ясна. Просто три диски, склеєні між собою по всій площі.
Вибір матеріалу
Як матеріал я планував взяти оргскло. Воно добре обробляється і клеїться дихлоретаном. Але, на жаль, так і не зміг знайти його безкоштовно.
Будь-які колгоспні матеріали типу фанери, картону, кришок від цебер і т.п. я одразу відкинув, як непридатні. Хотілося чогось міцного, довговічного та бажано водонепроникного.
І тоді мій погляд звернувся до склотканини...
Ні для кого не секрет, що зі склотканини (або зі скломату, склополотна) роблять все, що душі завгодно. Навіть моторні човнита бампери для автомобілів. Тканину просочують епоксидною смолою, надають їй потрібну формута залишають до повного затвердіння. Виходить міцний, водостійкий матеріал, що легко обертається. А це якраз те, що нам потрібне.
Отже, нам потрібно зробити три млинці та вуха для кріплення штанги.
Виготовлення окремих частин
Млинці №1 та №2
Розрахунки показали, що для отримання листа завтовшки 5.5 мм потрібно взяти 18 шарів склотканини. Щоб знизити витрату епоксидки, склотканину краще заздалегідь нарізати кружальцями необхідного діаметра.
Для диска діаметром 21 см якраз вистачило 100 мл епоксидної смоли.
Кожен шар потрібно ретельно промастити, а потім весь стос покласти під прес. Чим більше буде тиск, тим краще - зайва смола видавиться, маса кінцевого виробу стане трохи менше, а міцність трохи більше. Я навантажив зверху приблизно сотню кілограмів і залишив до ранку. Наступного дня вийшов такий млинець: 
Це найпотужніша частина майбутньої котушки. Важить він – будь здоровий! 
Потім розповім, як за рахунок цієї запчастини можна відчутно знизити масу готового датчика.
Так само було зроблено диск діаметром 23 див і товщиною 1.5 мм. Його маса – 89 р.
Млинець №3
Третій диск клеїти не довелося. У моєму розпорядженні опинився лист склотекстоліту відповідного розмірута товщини. Це була друкована платавід якогось стародавнього пристрою: 
На превеликий жаль, плата була з металізованими отворами, тому довелося витратити якийсь час на їхнє висвердлювання.
Я вирішив, що це буде верхній диск, тому зробив у ньому отвір під введення кабелю. 
Вуха для штанги
Залишків текстоліту вистачило на вуха для кріплення корпусу датчика до штанги. Випилив по два шматочки на кожне вухо (щоб було міцно!) 
У вухах треба відразу ж просвердлити отвори під пластиковий болт, тому що потім буде дуже незручно цим займатися. 
До речі, це болт для кріплення унітазу.
Отже, всі складові нашої котушки готові. Залишилося все це склеїти в один великий бутерброд. І не забути завести всередину кабель.
Складання в одне ціле
Спочатку верхній диск із дірявого склотекстоліту склеїв із середнім млинцем із 18 шарів склотканини. На це пішло буквально кілька мілілітрів епоксидки - цього вистачило, щоб промазати обидві поверхні, що склеюються по всій площі. 


Монтаж вух
За допомогою лобзика пропилив пази. В одному місці, природно, трохи перестарався: 
Щоб юшки добре лягли, зробив невеликий скіс на краях пропилів: 
Тепер треба було вирішити, який варіант кращий? Вуха можна поставити по-різному... 
Котушки промислового виробництвачастіше зроблено за правим варіантом, мені ж більше подобається лівий. Я взагалі частенько приймаю ліві рішення.
По ідеї, правий метод краще збалансований, т.к. кріплення штанги виявляється ближчим до центру ваги. Але далеко не факт, що після полегшення котушки її центр ваги не зміститься в той чи інший бік.
Лівий спосіб кріплення суто візуально виглядає приємніше (ІМХО), до того ж у цьому випадку загальна довжина металошукача у складеному вигляді буде на пару сантиметрів меншою. Для того, хто планує возити прилад у рюкзаку, це може бути важливим.
Загалом я свій вибір зробив і приступив до вклеювання. Рясно намазав бокситкою, надійно зафіксував у потрібному положенні та залишив застигати: 
Після застигання, все, що стирчить з зворотного бокузішкурив наждачкою: 

Введення кабелю
Потім за допомогою круглого надфілю підготував канавки для провідників, завів сполучний кабель через отвір і вклеїв його намертво: 

Для запобігання сильним перегинам, кабель у місці введення потрібно було якось посилити. Для цих цілей я заюзав, що казна-звідки взялася у мене, ось таку гумову фігнюшку: 
Коротше, настругав трохи склотканини: 
і круто замішав її з бокситкою з додаванням пасти від кулькової ручки. Вийшла в'язка субстанція, схожа на мокре волосся. Таким складом можна замазувати будь-які щілини без проблем: 
Шматочки скловолокна надають шпаклівці необхідної в'язкості, а після застигання забезпечують підвищену міцністьклейового шва.
Щоб суміш добре ущільнилася, а смола просочила витки дроту, обмотав все це ізолентою в натяг: 
Ізолента повинна бути обов'язково зеленою або, на крайній край, синьою.
Після того, як все добре застигло, мені стало цікаво, наскільки міцною вийшла конструкція. Виявилося, що котушка спокійно витримує мою вагу (близько 80 кг).
Насправді така надміцна котушка нам не потрібна, набагато важливіша за її вагу. Занадто велика маса датчика обов'язково дасть про себе знати болем у плечі, особливо якщо ви плануєте вести тривалий пошук.
Полегчайзинг
Щоб зменшити вагу котушки, було вирішено випиляти деякі ділянки конструкції: 
Ця маніпуляція дозволила скинути 168 грам. зайвої ваги. При цьому міцність датчика практично не зменшилася, в чому можна переконатися завдяки цьому відео:
Тепер заднім розумом розумію, як можна було виготовити котушку ще трохи легше. Для цього треба було заздалегідь наробити великих отворів у середньому млинці (перед тим, як усе склеювати). Щось типу такого: 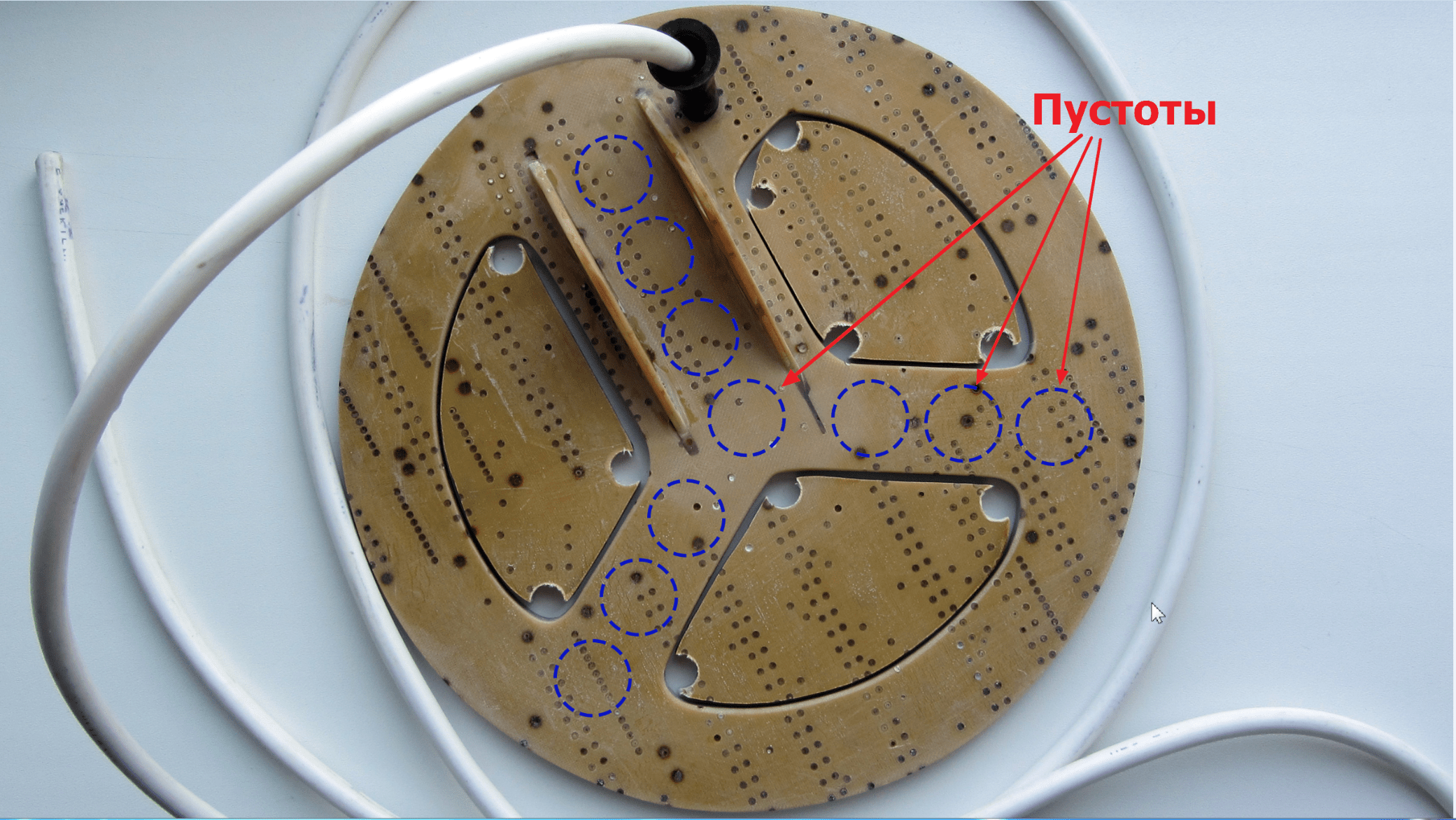
Порожнечі всередині конструкції майже не позначилися б на міцності, проте знизили б загальну масу ще грам на 20-30. Зараз, звичайно, вже пізно метатися, але на майбутнє врахую.
Ще один шлях полегшення конструкції датчика – зменшити ширину зовнішнього кільця (де укладено витки дроту) міліметрів на 6-7. Звичайно, це можна зробити і зараз, але поки що немає такої необхідності.
Фінішне забарвлення
Знайшов відмінну фарбудля склотекстоліту та виробів зі скловолокна - епоксидна смола з додаванням барвника потрібного кольору. Так як вся конструкція мого датчика виготовлена на основі бокситки, то фарба на основі смоли матиме відмінну адгезію і ляже як рідна.
Як барвник чорного кольору застосував алкідну емаль ПФ-115, додаючи її до отримання потрібної покриваності.
Як показала практика, шар такої фарби тримається дуже міцно, а виглядає так, ніби виріб вмочили у рідкий пластик: 

При цьому колір може бути будь-яким залежно від використовуваної емалі.
Підсумкова маса пошукової котушкиразом із кабелем після фарбування - 407 г 
Кабель окремо важить ~80 грам.
Перевірка
Після того, як наша саморобна котушка для металошукача була повністю готова, треба було перевірити її на відсутність внутрішнього урвища. Найпростіший спосіб перевірки – тестером виміряти опір обмотки, який у нормі має бути дуже низьким (максимум 2.5 Ома).
У моєму випадку опір котушки разом із двома метрами сполучного кабелю виявився в районі 0.9 Ом.
На жаль, таким простим способомне вдасться виявити міжвиткове замикання, тому доводиться розраховувати на свою акуратність при намотуванні. Замикання, якщо воно є, відразу проявить себе після запуску схеми - металошукач споживатиме підвищений струм і матиме вкрай низьку чутливість.
Висновок
Отже, вважаю, що поставлене завдання було виконано успішно: мені вдалося зробити дуже міцну, водостійку і не надто важку котушку з самих непридатних матеріалів. Список витрат:
- Лист склотекстоліту 27 х 25 см - безкоштовно;
- Лист склотканини, 2 х 0.7 м - безкоштовно;
- Епоксидна смола, 200 г – 120 руб;
- Емаль ПФ-115, чорна, 0.4 кг – 72 руб;
- Намотувальний дріт ПЕТВ-2 0.71 мм, 100 г – 250 руб;
- Сполучний кабель ПВС 2х1.5 (2 метри) – 46 руб;
- Кабельне введення- Безкоштовно.
Тепер переді мною стоїть завдання виготовлення такої самої жебрацької штанги. Але це вже.
 Привіт дорогі друзі. Цю статтю вирішив присвятити тим, у кого проблеми з намотуванням високовольтної котушкив. Тут ви зможете знайти докладний описз виготовлення такої котушки і думаю питання не виникнуть, а якщо й виникнуть – звертайтесь сміливо! Ми розглянемо дещо найбільш відомі варіанти виготовлення котушок. Розглянемо перший. Отже, високовольтний трансформатор можна виконати на пластинах із трансформаторного заліза, набраних у пакет. Потім потрібно пошукати маркер в який влізе серце з первинною обмоткою. Намотування виконується виток до витка (спочатку намотують вторинну обмотку) 500 - 2000 витків дротом ПЕЛ діаметром 0,08...0,25 мм. Первинна обмотка містить 20 витків діаметром 05-07 мм. Міжшарову ізоляцію краще виконувати з кількох витків тонкої (0,1 мм) фторопластової стрічки, але підійде також і конденсаторний папір - його можна дістати з високовольтних неполярних конденсаторів (витки також можна ізолювати скотчем в 2-3 шари).
Привіт дорогі друзі. Цю статтю вирішив присвятити тим, у кого проблеми з намотуванням високовольтної котушкив. Тут ви зможете знайти докладний описз виготовлення такої котушки і думаю питання не виникнуть, а якщо й виникнуть – звертайтесь сміливо! Ми розглянемо дещо найбільш відомі варіанти виготовлення котушок. Розглянемо перший. Отже, високовольтний трансформатор можна виконати на пластинах із трансформаторного заліза, набраних у пакет. Потім потрібно пошукати маркер в який влізе серце з первинною обмоткою. Намотування виконується виток до витка (спочатку намотують вторинну обмотку) 500 - 2000 витків дротом ПЕЛ діаметром 0,08...0,25 мм. Первинна обмотка містить 20 витків діаметром 05-07 мм. Міжшарову ізоляцію краще виконувати з кількох витків тонкої (0,1 мм) фторопластової стрічки, але підійде також і конденсаторний папір - його можна дістати з високовольтних неполярних конденсаторів (витки також можна ізолювати скотчем в 2-3 шари). Після намотування обмоток трансформатор заливається епоксидною смолою. У смолу перед заливкою бажано додати кілька крапель конденсаторної олії (пластифікатор) і добре перемішати. При цьому в масі заливки клею не повинно бути бульбашок повітря. А для зручності заливки потрібно виготовити картонний каркас (розмірами 55x23x20 мм) за габаритами трансформатора, де й виконується герметизація. Виготовлений таким чином трансформатор забезпечує у вторинній обмотці амплітуду напруги більше 90000, але включати його без захисного розрядника не рекомендується, так як при такій напрузі можливий пробою всередині котушки. Захисний розрядник (вуси) можна побачити на будь-якому заводському шокері. Якщо бажаєте створити котушку яка буде служити вірою та правдою роками, то не лінуйтеся і акуратно залийте її епоксидною смолою, щоб уникнути пробоїв обмотки. Це найпоширеніший варіант.

Тепер розглянемо варіант виготовлення секційної високовольтної котушки із пластмасового шланга. Відразу повинен сказати, що такий твс можна знайти в ксенон-блоці автомобільних фар, і про це я не раз говорив у статтях про . Як вже стало зрозуміло, замість верств у нашому трансформаторі будуть секції. Для початку потрібно дістати трубку з поліпропілену діаметром 20мм. Продаються вони в магазині сантехніки як заміна звичайним водопровідним трубам. Увага! Нам потрібна пластикова трубка. Є дуже схожа, але металопластик – не підійде. Потрібен шматок всього 5-6см в довжину так що потрібно умовити продавця, щоб він погодився продати вам маленький шматок. Шляхом складного процесуцей шматок має стати секційним каркасом. Робиться це наступним чином - беремо дриль, в який затискаємо свердло або болт близький по діаметру, щоб влазив у трубку, намотуючи на нього ізоленту, домагаємося щоб трубка сиділа щільно і рівно. Далі беремо різак який можна зробити з сталевої пластини, наждачного полотна і т.д. і починаємо проточувати канавки прикидаючи так, щоб не прорізати трубу. Через війну повинні вийде секції приблизно 2х2 мм тобто. 2 мм у глибину та ширину. Щоб вони були рівнішими після заточування, можна трохи підточити надфілем. Після чого беремо ніж для паперу і вздовж всього каркаса робимо надріз 2-3мм шириною, дивіться обережніше так, як можна прорізати стінку труби, що переробленням. Тепер намотування, а для нього нам потрібний провід діаметром близько 0.2 мм. Його можна в блоці живлення, або розібравши мережевий трансформатор, взяти мережеву обмотку і багато іншого. Цей провід потрібно намотати на всі секції нашого каркаса, не надто старанний, щоб провід не виходив за рамки секції, а краще щоб трохи не доходив.

Перед намотуванням до початку дроту припаюється знову ж таки невеликий багатожильний проводок, який потрібно добре зафіксувати клеєм, щоб не відірвався в разі чого. Кінець дроту поки що ні з чим не з'єднуємо. Тепер потрібно знайти феритовий стрижень діаметром близько 10мм і довжиною близько 50. Нам потрібен ферит 2000НМ, для цього підійде трансформатор малої розгортки від вітчизняного телевізора. Потрібно зняти з нього все зайве. Потім обережно розколіть його. Якщо рядок з невеликих половинок їх можна склеїти суперклеєм для отримання більш довгого стрижня. Для обробки фериту потрібно застосувати точило (наждачний круг) щоб у результаті вийшов круглий стрижень діаметром близько 10мм і довжиною близько 50. Процес дуже важкий і вимагає нерви. Замість стрижня можна використовувати безліч маленьких феритових каблучок склеєних між собою - деяким їх простіше купити, а робляться вони теж із фериту 2000НМ:-)? Можна і навіть зручно використовувати ферит від радіоприймача, якщо немає такого також можна використовувати варіант серця на трансформаторних платівках, про які говорилося вище. На феритовий чи залізний сердечок заздалегідь ставимо ізоляцію товстої ізоляційною стрічкою, а потім мотаємо первинну обмотку. Вона містить 15 - 20 витків дроту 0,7 мм виток до витка. Після закінчення первичку слід ізолювати тією ж товстою ізолентою. Потім стрижень вставляємо в отвір нашого секційного каркасу. Той хто хоче дізнатися скільки ж витків потрібно мотати у вторинній обмотці скажу - конкретного числа немає, її мотають в залежності від довжини дуги, яку хочете отримати. Вторинну обмоткуя завжди мотаю близько 700 витків і маю дуги до 3-х міліметрів. Але не варто для великого ефекту мотати багато витків, запам'ятайте зі зростанням числа витків зростає небезпека пробою. Готову котушку краще поставити в заздалегідь виготовлений картонний або пластмасовий корпус і залити епоксидною смолою. Сподіваюся було корисно – АКА.
Сторінка 44 з 71
Застосовувані котушки напруги бувають включають, відключають, утримують, витримки часу, гальмівними та ін; за родом струму - постійного струмуі змінного струму; за конструктивно-технологічною ознакою котушки напруги поділяються на каркасні та безкаркасні. Каркасні котушки мають одно- та двосекційне виконання.
Безкаркасні котушки більш прості у виготовленні, але мають знижену здатність, що тепловіддає, знижену механічну міцність ізоляції, не мають конструктивних елементів, що забезпечують їх надійне кріпленнядо тих чи інших частин апаратів. Основні технологічні операціїнаступні: заготівельні операції, намотування, просочування та сушіння обмотки або компаундування, обробні операції, поопераційний контроль з проміжними та кінцевими випробуваннями обмотки.
У обсяг заготівельних операцій входять: комплектація намотування каркасами (для каркасного виконання) та обмотувальним проводом; підбір ізоляційних матеріалів відповідно до специфікацій складальних креслень котушок; підготовка висновків - жорстких або м'яких та інших матеріалів, необхідних при обмотувальних роботах, які зазвичай передбачаються в технологічної документаціїна обмотувальні роботи.
Папір, застосовуваний для міжшарової ізоляції з метою збільшення проникаючої здатності просочувального лаку та компаунду, перфорують пробивкою в шаховому порядку круглих отворів. Нарізку на вузькі смуги паперу, міканіту, картону та інших листових ізоляційних та прокладних матеріалівроблять зазвичай за допомогою важільних ножиць.
Усі заготовлені матеріали до надходження на обмотувальну ділянку проходять приймання ВТК.
Виготовлення каркасів котушок.
На рис. 3-35 наведено одне з виконань каркаса котушки збірної конструкції.
Гільза 1 виготовляється гнутою із сталевої оцинкованої жерсті з фіксованим торцевим зазором 2-3 мм; ізоляція 5 виконується опресуванням та запічкою з гнучкого міканіту або склотканини на основі термореактивної смоли. Шайби 2, 3 та 6 виготовляються штампуванням. При складанні каркаса з насадкою шайб на гільзу шайби 1 3 підклеюють до шайб 2 і 6 ізоляційним лаком. Кріплення торцевих шайб 2 виробляють відгинання в пристосуванні вусиків 7 гільзи 1. Кутовою ізоляцією 4 служить намотана в кілька шарів з проклеюванням ізоляційним лаком стрічка з лакоткані, попередньо надрізана з одного боку до половини ширини з кроком в 5-8 мм.
Збірні каркаси виготовляються з ізолітових гільз і гетинаксових шайб торцевих шляхом склеювання.
Каркаси котушок, що виготовляються із пластмас, відрізняються рядом переваг перед збірними каркасами; виготовлення їх менш трудомістке; вони більш монолітні; мають стабільні розміри та високі ізоляційні властивості; при застосуванні прес-матеріалу марки АГ-4 каркаси мають високу механічну міцність.
На каркасах котушок передбачаються спеціальні відростки, за допомогою яких котушки кріпляться до магнітопроводу.
Виготовлення безкаркасних котушок.
Задані креслярські розміри внутрішніх отворів біс каркасних котушокта їх торців цілком визначаються формою та розмірами оправок. Їх виготовляють розбірними з припуском розмірів, що враховують подальше накладення основної ізоляції внутрішніх отворів та торців котушок.
Основна ізоляція безкаркасних котушок складається з розкрою листового. ізоляційного матеріалу(Гнучкого міканіту, пленкокартону, склослюдінітофолія та ін), що забезпечує заданий рівень ізоляції обмотки котушок від заземлених або різнополярних металевих частин апаратів.
Монолітність безкаркасних котушок забезпечується міжрядовими прокладками конденсаторного або іншого паперу з підгинанням країв під перші витки наступних рядів, декількома стяжками витків обмотки бавовняною стрічкою, зовнішнім бандажуванням котушок і, нарешті, просоченням або компаундуванням їх.
Намотування котушок.
Найбільшого поширення набули напівавтоматичні верстати відкритого намотування багаторядових обмоток. Особливість конструкції цих верстатів полягає в забезпеченні суворої узгодженості між обертанням шпинделя з каркасом або оправкою котушки і рухом пристрою, що розкладає з проводником, забезпеченим реверсуючим пристроєм.
Величини намотувальних верстатів з електроприводом розрізняють за максимальними діаметрами обмоток котушок, що обробляються ними, довжинами останніх і діаметрами обмотувальних проводів.
При обмотці на напівавтоматичних верстатах частку ручних операцій доводиться: установка каркаса чи оправки на верстат; роботи, пов'язані з виготовленням початкових та кінцевих висновків обмоток котушок; регулювання натягу обмотувального дротуз налаштуванням провідника; паяння дротів; ізолювання оголених місць обмотки; закріплення висновків обмотки.
До автоматичних операцій належать: - розкладка обмотувального дроту; реверс укладача рядів; подача міжрядових паперових прокладок; зупинка верстата при обриві дроту та при досягненні заданого числа витків обмотки.
При масовому виробництві починають впроваджуватися високопродуктивні одношпиндельні багатомісні (рис. 3-36, а), багатошпиндельні (рис. 3-36, б) і багатопозиційні обмотувальні верстати. 
На рис. 3-37 зображена принципова схемашестипозиційного намотувального автомата карусельного типу для намотування каркасних котушок. Автомат має шість шпинделів 3, рівномірно розташованих на поворотному столі 1. 
На першій позиції з магазину з каркасами пристрій, що подає 4 встановлює на шпиндель 3 каркас котушки. Шпинделі встановлені на планшайбах 2. Після повороту столу на позиції II відбувається намотування котушки шпулею 5 з проводом і механізмом регулювання натягу, позиції III відбувається закріплення висновків котушки за допомогою склеюючого пристосування 6; на позиції IV-контроль обмотки на наявність короткозамкнутих витків приставкою 7; на позиції V – видалення бракованих котушок; на позиції VI – зняття придатних котушок зі шпинделя.
При великосерійному та масовому виробництві перспективним напрямком є застосування високопродуктивних спеціалізованих намотувальних верстатів та намотувальних верстатів програмним управліннямзамість універсальних.
Намотувальні роботи закінчуються прийманням ВТК із виміром опору обмоток, якості висновків, бандажування, перевіркою попередніх геометричних розмірів. Обмотка котушок змінного струму підлягає перевірці відсутність короткозамкнутих витків.
Пропонуємо до Вашої уваги НАМОТОЧНЕ ВИРОБНИЦТВОрізних котушок індуктивності:
Наше підприємство виконає Намотуваннятрансформаторів на каркасах та дроселів на феритах, котушок для електромагнітів, безкаркасних котушок та ін.
Рядове намотування відкритих котушок за параметрами замовника, НДДКР.
. Є високошвидкісне намотування.
.Здійснюється наскрізне просочення лаком. 
.Освоєно виливок каркасів власного виробництвау Москві, можливе виготовлення прес-форм на каркаси за кресленнями Замовника.
.Виготовлення каркасів із текстоліту.
.Виготовлення оснастки та намотування безкаркасних котушок.
.Розробка та намотування котушок нестандартних розмірівдля науково-технічних досліджень та промислових розробок.
. Висока оперативність виконання замовлень та низькі ціни.






Для замовлення котушок індуктивності необхідно надіслати заявку на ел. пошту: [email protected]
або
Заявка може бути в вільній форміКабіна: креслення, ТЗ, малюнок, фото з розмірами.
Для швидкого розрахунку бажано вказувати розміри, кількість витків та ін параметри.
*************************************************************************************************************************************************





Наша фірма здійснюєрозробку та намотування котушок нестандартних розмірів для науково-технічних досліджень та промислових розробок. З нами співпрацювали багато провідних вчених та університетів і НДІ країни, РАН, МДУ, МАДИ, МІСІС, МВТУ ім. Баумана та ін.
 Намотування котушокбудь-яких типів та розмірів від 1 мм до кількох метрів і вагою до кількох тонн.
Намотування котушокбудь-яких типів та розмірів від 1 мм до кількох метрів і вагою до кількох тонн.
Робота з будь-яким типом дроту перетином від 0,02 мм до самих товстих шин, що випускаються промисловістю, і більше - складеними паралельно.
Діапазон напруг, струмів та температурнеобмежений завдяки спеціальним ефективним способам намотування та охолодження, розробленим на нашому підприємстві.
Посилення ізоляції або термостійкості проводу, що намотується шляхом поперечного обмотування проводу, що намотується різними матеріалами.
Просочення обмотокабо змочування дроту в процесі намотування різними лаками та епоксидними смолами.
Розробка, виготовлення та впровадження спеціального намотувального обладнання для виконання складних нестандартних завдань.
Застосування ефективних системохолодження обмоток.
Розробка автоматизованих системта шаф управління обмотками дозволяє створювати котушки з програмно керованим електро магнітним полемпо зонах котушки. Можливе керування за напрямом магнітних потоків, напруженості поля, частотою, силою струму, простором і часом, та іншими характеристиками.
Поділ обмотокпо зонах дозволяє створювати будь-які типи електромагнітних полів, постійні, змінні, вихрові та інші; змішувати, складати та зіштовхувати поля між собою. Деформувати, розривати, подрібнювати, перемішувати, розділяти, сортувати, активувати будь-які матеріали на атомному рівні. Додавати в магнітне поле феромагнітні кульки та інші допоміжні матеріали, які під керованим магнітним полем можуть здійснювати різні механічні роботиефективніше, ніж традиційним способом.
Активаціяна атомному рівні означає підвищення енергії атомів, електронів та інших елементарних частинок. Практичне застосування дуже широке. Окремі прикладинаведено нижче.
Виготовлення експортних виставкових котушок у корпусах із дзеркальної. нержавіючої сталіразом із шафами управління та системами охолодження для участі у міжнародних виставках та демонстрації унікальних винаходів російської науки.
Розробка та впровадження прикладних завданьразом із науковими лабораторіями великих російських підприємств. 
На міжнародних виставках за кордоном продемонстровано значні успіхи у таких областях:
- Активація електромагнітними полями лакофарбових покриттівна атомному рівні, що дозволяє підвищити адгезію, стійкість та довговічність покриттів, зменшити кількість шарів фарбування;
- У Познані вперше у світі продемонстровано успішну технологію фарбування кораблів прямо у воді;
- Активація цементу та бетону з метою покращення будівництва будівель та споруд;
- Активація асфальтобетонних покриттів;
- Технології очищення, фільтрування, сортування рідких та сипких середовищ;
- Підвищення марки бетону з М200 до М500 за допомогою потокових електромагнітних активаторів типу ЕМА-СВ, Si-200, Si-400 шляхом подрібнення фракцій, сортування та відділення зайвих шлаків;
- Технології дроблення та подрібнення особливо міцних матеріалівза допомогою розгойдування кристалічних ґратвихровим електромагнітним полем;
- Розробка потокової високопродуктивної гірничозбагачувальної системи для дроблення руди в пісок у трубопроводі та відділення твердіших корисних копалин та алмазів від гірської породина простих ґратах;
- Подрібнення алмазних абразивних порошків на більш дрібні класиза допомогою магнітних полів - важкодосяжна задача для традиційних механічних способів;
- Дуже швидке та ефективне перемішування рідких середовищза допомогою додавання феромагнітних кульок до вихрового магнітного поля;
- Впровадження концепції та виготовлення установок “ Лакофарбовий заводу багажнику автомобіля”;
- Плавлення цинку на лінії безперервного цинкування стали за допомогою спеціально розробленої для заводу ім. Свердлова” системи електромагнітних котушокде цинк є сердечником;
- Економія електроенергії до 20-30% шляхом заміни прямого електричного нагрівуна індукційне електромагнітне нагрівання, практичним застосуванняму промислових виробничих процесіві в опалювальні системижитлових будинків, котеджів, підприємств.
- І багато іншого.







Ефективні способи намотування, розроблені на нашому підприємстві:
Дозволяють зняти обмеження на діапазони напруг, що застосовуються, струмів і температур. Знижують переріз дроту, вартість та масу котушок за тих же умов експлуатації. Або дозволяють підвищити напруги, струми та температуру експлуатації при тому ж перерізі дроту.
Наші багаторічні дослідження показали, що найбільше ефективним способомохолодження повітряний. Застосування додаткових видівізоляції іноді буває небажано та погіршує властивості обмоток. Замість ізоляції ми застосовуємо поділ обмотки на секції. Прагнемо збільшення площі контакту проводу з потужними потоками повітря.
1. Розділена обмотка.
Найкраща альтернатива додаткової ізоляції. Обмотка розділена будь-яку кількість секцій, з'єднаних послідовно. Потенціал між секціями поділяється на кількість секцій. Потенціал між шарами ділиться кількість секцій, помножене на кількість шарів. Потенціал між сусідніми витками в одному шарі ділиться на кількість секцій, помножену на кількість шарів та кількість витків у шарі. Таким чином будь-яка небезпечна пробивна напруга можна знизити до електрозахисних показників звичайного емальпроводу без застосування спеціальних електроізоляційних заходів. Чим більше окремих секцій, краще можна організувати охолодження.
2. Безконтактна обмотка.
Підприємство «Точність» здійснює виготовлення високоточних котушок, а також інших моточних виробів із діаметром дроту 0,01-0,5 мм та зовнішнім діаметром обмотки до 450 мм. Такі елементи застосовуються у радіотехнічній, електронній промисловості.
Технічне оснащення виробництва дозволяє зберігати задану кількість витків з точністю до витка та оперативно виготовляти продукцію великими та дрібними партіями.
Намотування котушок на замовлення можливе за наявності конструкторської документації: електричної схеми, складального креслення або ескіз виробу.
Намотувальні верстати «Метеор»
Для роботи з моточними виробами застосовуються високотехнологічні швейцарські верстати «Метеор»: вони відповідають усім необхідним вимогам до обладнання такого типу.
Намотувальний верстат«МЕТЕОР» має такі характеристики:
- Він здатний робити намотування котушок на замовлення з точністю +1 виток;
- Підходить для рядової, секційної та інших типів намотування;
- Загальна кількістьвитків досягає 15 000;
- Ширина обмотки в діапазоні від 0,2 до 70 мм;
- Діаметр дроту становить 0,01-0,5 мм;
- Зовнішній діаметробмотки коливається не більше 50 мм.
Вбудований привід дозволяє настроювати режим намотування залежно від типу виробу та легко перепрограмувати його на необхідні показники. Конструкція верстата розрахована на забезпечення максимальної точності намотування та стабільності роботи. Висока продуктивність забезпечує оперативність виконання замовлення незалежно від величини партії, і навіть зниження собівартості кінцевого продукту.
Все це дозволяє замовникам ТОВ «Точність» отримувати всі переваги гнучкої цінової політикикомпанії.
ТОВ «Точність» - це сучасне виробництворадіотехнічних котушок та моточних виробів для годинника, електроніки та складного промислового обладнання. Наш високий професіоналізм та багаторічний досвідроботи – гарантія того, що вам сподобається результат нашої співпраці!
Отримати консультацію спеціаліста або залишити заявку можна за телефоном
























