Механические системы. ГОСТ 9484-81 - Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили. ОКС: Механические системы и устройства общего назначения, Винтовые резьбы. ГОСТы. Основные нормы взаимозаменяемости. Резьба.... class=text>
ГОСТ 9484-81
Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили
ГОСТ 9484-81
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ
Basic norms of interchangeability. Trapezoidal screw thread. Profiles
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.04.81 N 2264
3. ВЗАМЕН ГОСТ 9484-73 в части профилей
4. Стандарт полностью соответствует СТ СЭВ 146-78
5. ПЕРЕИЗДАНИЕ
1. Настоящий стандарт распространяется на трапецеидальную резьбу и устанавливает профили и размеры их элементов.
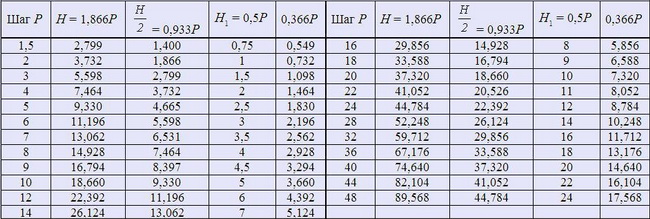
2. Основной профиль резьбы, общий для наружной и внутренней резьбы, и размеры его элементов должны соответствовать указанным на черт.1 и в табл.1.
Наружный диаметр резьбы (винта); - наружный диаметр внутренней резьбы (гайки); - средний диаметр наружной резьбы; - средний диаметр внутренней резьбы; - внутренний диаметр наружной резьбы; - внутренний диаметр внутренней резьбы; - шаг резьбы; - высота исходного треугольника; - рабочая высота профиля
Черт.1
Таблица 1
В миллиметрах |
||||
3. Номинальные профили наружной и внутренней резьбы и размеры их элементов должны соответствовать указанным на черт.2 и в табл.2.
Высота профиля наружной резьбы; - высота профиля внутренней резьбы; - внутренний диаметр наружной резьбы; - наружный диаметр внутренней резьбы; - радиус скругления по вершине наружной резьбы; - радиус скругления по впадине наружной и внутренней резьбы; - зазор по вершине резьбы
Черт.2
Таблица 2
В миллиметрах |
||||
4. Вместо скругления по вершине наружной резьбы допускается выполнять фаски размером не более 0,5.
5. При накатывании резьбы профиль впадины резьбы выполнять закругленным. В этом случае внутренний диаметр наружной резьбы уменьшить на 0,15.
ГОСТ 19831-74
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ ДЛЯ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
Допуски на резьбу
Taps dies trapezoidal thread. Tolerances on thread
Срок действия с 01.01.75
до 01.01.80*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР от 10.12.80 N 5705.
(ИУС N 2, 1981 год). - Примечание "КОДЕКС".
РАЗРАБОТАН Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ)
И.о. директора Цвис Ю.В.
Руководитель темы Пудов В.М.
Исполнитель Дубинская Г.Я.
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии Трефилов В.А.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Директор Верченко В.Р.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24 мая 1974 г. N 1296
1. Настоящий стандарт распространяется на метчики для трапецеидальной резьбы по ГОСТ 9484-73 *.
_________________
* Действует ГОСТ 9484-81 . - Примечание "КОДЕКС".
2. Метчики должны изготовляться степеней точности Н5 и Н6.
3. Предельные отклонения резьбы метчиков должны соответствовать указанным на чертеже и в таблице.
Номи- | Шаг резьбы , мм | Предельные отклонения, мкм | Преде- |
||||||||
наружного диаметра | среднего диаметра | внутрен- | Шага резьбы | ||||||||
на длине 25 мм | |||||||||||
Свыше 5,6 до 11,2 | |||||||||||
Свыше 11,2 до 22,4 | |||||||||||
Свыше 22,4 до 45 | |||||||||||
Свыше 45 до 90 | |||||||||||
ПРИЛОЖЕНИЕ к ГОСТ 19831-74
Справочное
Метчики степени точности Н5 обеспечивают точность нарезаемой резьбы 7Н
, метчики степени точности Н6 - точность нарезаемой резьбы 8H
.
Указанные точности резьбы могут быть получены при эксплуатации метчиков на станках, удовлетворяющих предъявляемым к ним нормам точности, с применением патронов, обеспечивающих самоустанавливание метчиков в радиальном направлении и компенсирующих несоосность отверстия и метчика.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1974
Профили и размеры резьбы
(ГОСТ 9484-81)Стандарт распространяется на трапецеидальную резьбу и устанавливает профили и размеры ее элементов.
ОСНОВНОЙ ПРОФИЛЬ
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Тг 20 х 4 -7е
НОМИНАЛЬНЫЕ ПРОФИЛИ
наружной и внутренней резьбы
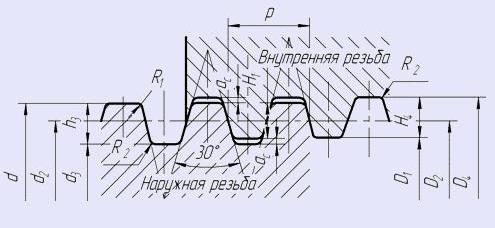
h 3 - высота профиля наружной резьбы; H 4 - высота профиля внутренней резьбы; d 3 - внутренний диаметр наружной резьбы; D 4 - наружный диаметр внутренней
резьбы; R 1 - радиус скругления по вершине наружной резьбы; R 2 - радиус скрутления во впадине наружной и внутренней резьбы; a c - зазор по вершине резьбы.

ДИАМЕТРЫ И ШАГИ
трапецеидальной однозаходной резьбы по ГОСТ 24737-81



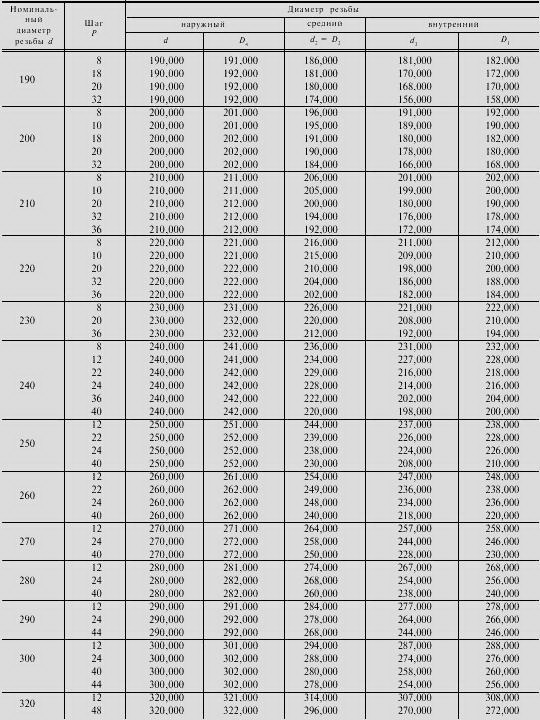
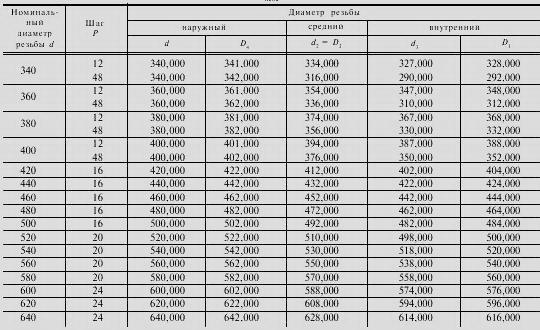
Предпочтительные диаметры и шаги указаны в ГОСТ 24738-81. Числовые значения допусков диаметров и шагов - по ГОСТ 9562-81
ДИАМЕТРЫ И ШАГИ
трапецеидальной многозаходной резьбы по ГОСТ 24739-81

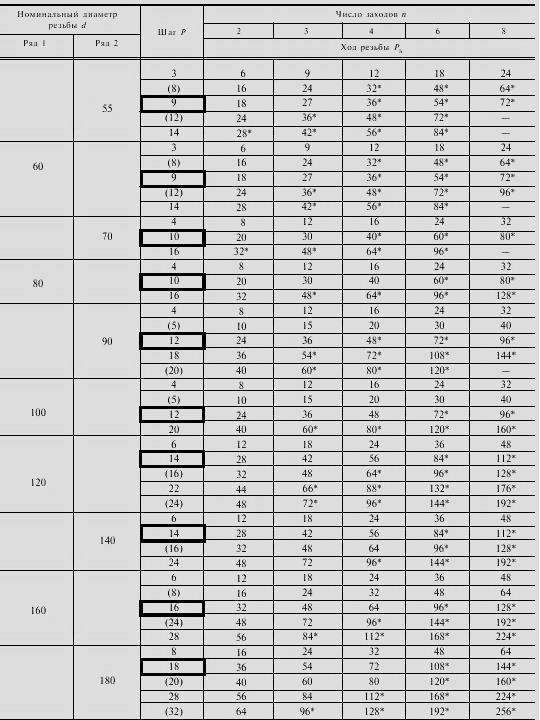
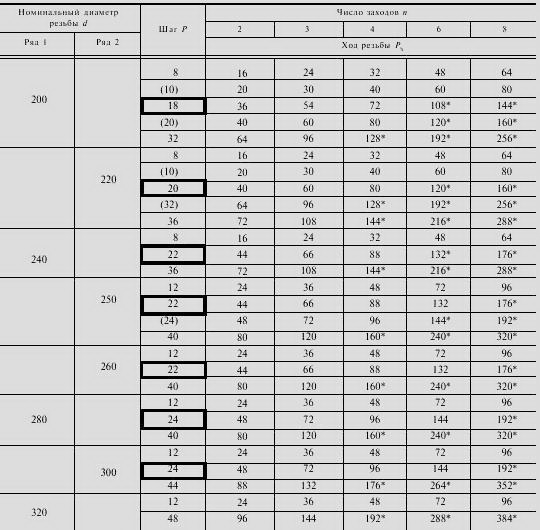
Примечания:
1. Шаги, выделенные рамкой, являются предпочтительными.
2. Шаги, указанные в скобках, при разработке новых конструкций применять не рекомендуется.
3. Резьбы, у которых значение хода обозначено знаком *, имеют угол подьема более 10 o . Для этих резьб необходимо учитывать при изготовлении отклонение формы профиля.
4. В технически и экономически обоснованных случаях допускается применять другие значения номинальных диаметров резьбы по ГОСТ 24738-81.
5. При выборе диаметров резьбы следует предпочитать первый ряд второму.
Пример условного обозначения трапецеидальной многозаходной резьбы номинальным диаметром 20 мм, значением хода 8 мм, шагом 4 мм и полем допуска 8е:
Тг 20-8 (Р4) - 8е
То же, левой:
Тг 20-8 (Р4) LH - 8е
Длину свинчивания, если она отличается от длины резьбы, указывают в миллиметрах в конце обозначения резьбы, например:
Тг 20-8 (Р4) LH - 8е - 180
Числовые значения длин свинчивания, относящиеся к группам N и L, - по ГОСТ 9562-81.
Посадку в резьбовом соединении обозначают дробью
Тг 20-8 (Р4) LH - 8Н/8е - 180
Числовые значения допусков диаметров d и D 1 - по ГОСТ 9562-81.
Числовые значения допусков диаметров d 2 , d 3 и D 2 - по ГОСТ 24739-81.
Применение трапецеидальной резьбы
Трапецеидальная резьба винта – это ходовая резьба, обладающая относительно большой силой трения, она является самотормозящей. Преимущество для подъемных технологий - в положении покоя не требует дополнительного фиксирования.
Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное и используется, прежде всего, для прямолинейного движения. Также она находит свое применение в качестве ходового винта в токарных станках или в качестве приводной резьбы для винтового пресса столов или мостов транспортных средств.
Примеры применения трапецеидальной резьбы шпинделя:
Движение подачи на станках (например, регулировочные и ходовые винты);
- движение на манипуляторе;
- регуляция движения на подъемных механизмах и вилочных автопогрузчиках;
- движение затвора при запирании литьевых машин;
- движение перемещения на сборочных контейнерах;
- вертикальное движение при работе с прессом.
Похожие документы:
ГОСТ 3469-91 - Микроскопы. Резьба для объективов. Размеры
ГОСТ 4608-81 - Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 - Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 - Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 - Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 - Резьба трубная коническая
ГОСТ 6357-81 - Резьба трубная цилиндрическая
ГОСТ 8762-75 - Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 - Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 - Резьба трапецеидальная. Профили
ГОСТ 9562-81 - Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 - Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 - Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 - Резьба. Термины и определения
ГОСТ 11709-81 - Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 - Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 - Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 - Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 - Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 - Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 - Резьба трапецеидальная многозаходная
ГОСТ 25096-82 - Резьба упорная. Допуски
ГОСТ 25229-82 - Резьба метрическая коническая
ГОСТ 28487-90 - Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Государственный стандарт Союза ССР ГОСТ 9484-81 (СТ СЭВ 146-78)
"ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ. РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ. ПРОФИЛИ"
Basic norms of interchangeability. Trapezoidal screw thread. Profiles
Взамен ГОСТ 9484-73 в части профилей
1. Настоящий стандарт распространяется на трепецеидальную резьбу и устанавливает профили и размеры их элементов.
Стандарт полностью соответствует СТ СЭВ 146-78.
2. Основной профиль резьбы, общий для наружной и внутренней резьбы, и размеры его элементов должны соответствовать указанным на черт. 1 и в табл. 1.
Таблица 1
┌─────────────┬─────────────┬──────────────┬──────────────┬─────────────┐
│ Шаг Р │ Н = 1,866 Р │ Н │ Н_1 = 0,5 Р │ 0,366 Р │
│ │ │ ── = 0,933 Р │ │ │
│ │ │ 2 │ │ │
│ 1,5 │ 2,799 │ 1,400 │ 0,75 │ 0,549 │
│ │ │ │ │ │
│ 2 │ 3,732 │ 1,866 │ 1 │ 0,732 │
│ │ │ │ │ │
│ 3 │ 5,598 │ 2,799 │ 1,5 │ 1,098 │
├─────────────┼─────────────┼──────────────┼──────────────┼─────────────┤
│ 4 │ 7,464 │ 3,732 │ 2 │ 1,464 │
│ │ │ │ │ │
│ 5 │ 9,330 │ 4,665 │ 2,5 │ 1,830 │
│ │ │ │ │ │
│ 6 │ 11,196 │ 5,598 │ 3 │ 2,196 │
├─────────────┼─────────────┼──────────────┼──────────────┼─────────────┤
│ 7 │ 13,062 │ 6,531 │ 3,5 │ 2,562 │
│ │ │ │ │ │
│ 8 │ 14,928 │ 7,464 │ 4 │ 2,928 │
│ │ │ │ │ │
│ 9 │ 16,794 │ 8,397 │ 4,5 │ 3,294 │
├─────────────┼─────────────┼──────────────┼──────────────┼─────────────┤
│ 10 │ 18,660 │ 9,330 │ 5 │ 3,660 │
│ │ │ │ │ │
│ 12 │ 22,392 │ 11,196 │ 6 │ 4,392 │
│ │ │ │ │ │
│ 14 │ 26,124 │ 13,062 │ 7 │ 5,124 │
├─────────────┼─────────────┼──────────────┼──────────────┼─────────────┤
│ 16 │ 29,856 │ 14,928 │ 8 │ 5,856 │
│ │ │ │ │ │
│ 18 │ 33,588 │ 16,794 │ 9 │ 6,588 │
│ │ │ │ │ │
│ 20 │ 37,320 │ 18,660 │ 10 │ 7,320 │
├─────────────┼─────────────┼──────────────┼──────────────┼─────────────┤
│ 22 │ 41,052 │ 20,526 │ 11 │ 8,052 │
│ │ │ │ │ │
│ 24 │ 44,784 │ 22,392 │ 12 │ 8,784 │
│ │ │ │ │ │
│ 28 │ 52,248 │ 26,124 │ 14 │ 10,248 │
├─────────────┼─────────────┼──────────────┼──────────────┼─────────────┤
│ 32 │ 59,712 │ 29,856 │ 16 │ 11,712 │
│ │ │ │ │ │
│ 36 │ 67,176 │ 33,588 │ 18 │ 13,176 │
│ │ │ │ │ │
│ 40 │ 74,640 │ 37,320 │ 20 │ 14,640 │
├─────────────┼─────────────┼──────────────┼──────────────┼─────────────┤
│ 44 │ 82,104 │ 41,052 │ 22 │ 16,104 │
│ │ │ │ │ │
│ 48 │ 89,568 │ 44,784 │ 24 │ 17,568 │
└─────────────┴─────────────┴──────────────┴──────────────┴─────────────┘
3. Номинальные профили наружной и внутренней резьбы и размеры их элементов должны соответствовать указанным на черт. 2 и в табл. 2.

Таблица 2
|
h_3 = H_4 = 0, 5 Р + а_c |
R_1mах = 0, 5 a_c | |||
4. Вместо скругления по вершине наружной резьбы допускается выполнять фаски размером не более 0, 5 а_c.
5. При накатывании резьбы профиль впадины резьбы выполнять закругленным. В этом случае внутренний диаметр наружной резьбы уменьшить на 0, 15 Р.
























